2010年本公司與日本商社合作,開始販售日本超硬精密切削刀具,生產製造已有80年以上的歷史,含括各式精密微徑鑽頭,最小徑從φ0.02mm到φ13mm,使用超硬合金及FCS(TiAIN系)表面處理,品質經過專業認證,產品應用廣泛。
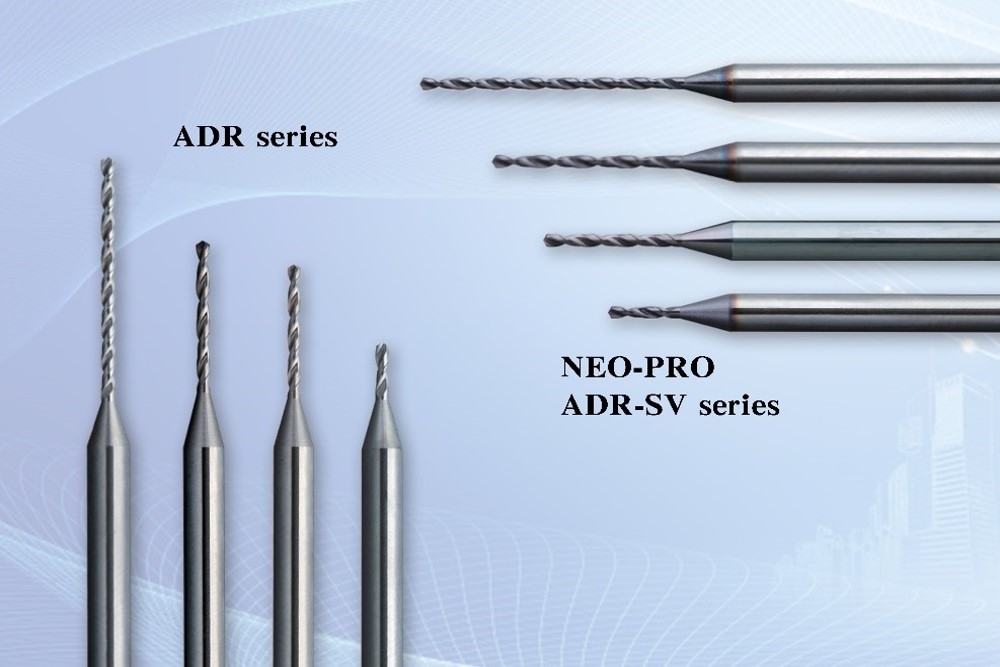
ADR 系列
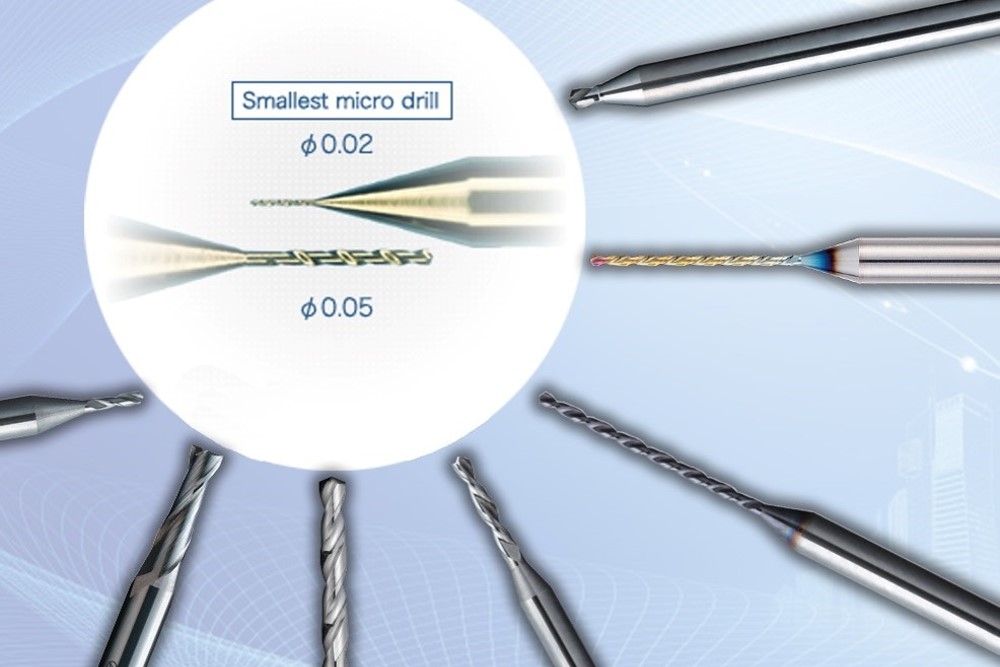
1996年發售Micro Drill(ADR),最小加工刃徑達φ0.02mm
• 超微粒合金
• 加工一般鋼材/非鐵/樹脂材料等
規格:
ADRS-短刃
ADR-標準刃
ADRSL-半長刃
ADRL-長刃
ADR31-3.175mm 柄徑
ADR-h4-用於熱縮刀柄夾具
ADR-DLC 系列
採用DLC表面塗層處理
低摩擦係數的超薄層塗層
延長刀具壽命、減少磨損
• 超微粒合金
• 加工非鐵材料
規格:
ADR-DLC-標準刃
ADRL-DLC-長刃
ADR-SV 系列
採用FCS表面處理
高速加工時依然排屑流暢
最小加工刃徑達φ0.03mm
• 超微粒合金
• 加工碳鋼、合金鋼、高硬鋼(HRC50)等
規格:
ADRS-SV-短刃
ADR-SV-標準刃
ADRSL-SV-半長刃
ADRL-SV-長刃
ADR-SP 系列
超精密微徑鑽頭
兩尺寸間增加0.005毫米之鑽孔刃徑(0.01mm之中間尺寸增量系列標準化)
振擺精度和高度差均抑制在2μ公差以內
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等
規格:
ADR-SP
ADR-SUS 系列
不鏽鋼專用
整體採硬質合金取代高速鋼所存在之孔位彎曲問題
• 超硬合金
• 加工不銹鋼/純鎳/鐵鎳鈷合金等難加工材
規格:
ADR-SUS-標準刃
ADRL-SUS-長刃
AMSD 系列
柄徑1mm 鑽頭
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等
規格:
AMSD
ADP 系列
定位孔専用
提升二次加工穩定
防止鑽頭加工時前端部份折損及孔位彎曲
加工孔徑φ0.3~φ0.95適用
• 超微粒合金
• 加工一般鋼材、硬鋼、非鐵至樹脂等材質
規格:
先端角(120〫 )-定位
ADPF30-鋼材用
ADPF31-鋼材用
V-ADPF30-鋼材用 (TiAlN表面處理)
V-ADPF31-鋼材用 (TiAlN表面處理)
ADPN30- 非鐵、樹脂用
ADPN31- 非鐵、樹脂用
先端角(90〫 )-定位 & 倒角加工
ADPF309-鋼材用
V-ADPF309-鋼材用(TiAlN表面處理)
ADPN309-非鐵、樹脂用
ADS 系列
深孔加工專用
• 超硬合金
• 加工一般鋼材、硬鋼、非鐵及樹脂等各種等材質
• 高速切削,低轉速下也可完美加工
規格:
ADS-標準型
ADSL-加半長型
ADL-長型
ADLL-超長型
V-ADS-標準型(表面處理)
ACD 系列
鑽鋁、直槽加工專用
加速排屑順暢 ,有效抑制孔位偏移、彎曲
• 超硬合金
• 加工鋁合金、非鐵及樹脂等各種等材質
規格:
ACD
ASW 系列
特殊刃設計,大幅減少鑽孔毛邊毛次問題
有效抑制鑽頭的偏擺,實現高精度的孔徑加工
• 超微粒合金、超硬合金
• 加工非鐵及樹脂等材質
規格:
ASWR
ASWD
平頭銑刀系列
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等材質
規格:
AMES-2 -2刃
AES-2 -2刃
AMEL/AEL -2刃
AES-4 -4刃
圓頭銑刀系列
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等材質
規格:
AMBES-2- 2刃
ABES-2 -2刃
ABES-4 -4刃
錐形銑刀系列
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等材質
規格:
ATES-2 -2刃
ATBES-2 -2刃
半徑圓角銑刀系列
• 超微粒合金
• 加工一般鋼材、非鐵及樹脂等材質
規格:
AERS - 2刃
ACR -2刃